
Sonderanfertigungen/ Umbauten/ Änderungen

Lagerbuchsen für Unimog

Buchsen herstellen und an die vorhandenen Bolzen anpassen!
Laufbuchen sind für viele Anwendungen notwendig, oft müssen auch die Bolzen dazu überarbeitet werden, da diese bereits Laufspuren aufweisen!
Damit die Reparatur nicht ganz so teuer wird, als alles neu zu bestellen, falls das überhaupt noch möglich sein sollte, besteht die Möglichkeit die Bolzen zu überarbeiten, und die Laufbuchsen entsprechend an zu passen.
Dies ist nicht nur oft bei Landwirtschaftlichen Maschinen notwendig sondern kommt an allen beweglichen Teilen vor.
Die Materialauswahl ist dabei entscheidend für die Qualität der Verbindung. Durch die neuen Werkstoffe kann meist eine erhebliche Steigerung der Laufruhe, eine Verringerung des Laufspiels und eine erhebliche Erhöhung der Lebensdauer erreicht werden.
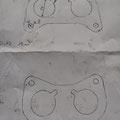
Nachbilden eines Vergaserflansches

Dies war alles was von dem benötigten Ersatzteil noch aufzutreiben war!
Einziger Lichtblick, es ist eine 1:1 abgepauste Schablone.
Sonst wäre es schwierig geworden!
Ich Neme es gleich vorweg!
Es war ein Irrsinniger aufwand und ganz bestimmt nicht Billig, aber was macht man nicht alles um ein Stück technischer Kulturgüter am laufen zu halten.
Wer sowas in dieser Form bezahlen muß sollte gleich mal 300,-€ für die Einzelanfertigung einkalkulieren, und muß froh sein wenn er es bezahlen darf.
Soll heißen: wenn er jemanden findet der im sowas als Einzelstück überhaupt anfertigt.
Weil sonst seht das geliebte Classik-Car und ist zu dem gleich mal nur noch die Hälfte oder weniger Wert, weil er läuft ja nicht mehr!
Übrigens das Rohteil hat mich schon 30,-€ +Porto gekostet!











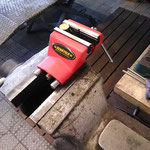
Modellbauerschraubstock Bezugsflächen fräsen (Ebenheit und Winkligkeit herstellen!

Edelschrott* aufarbeiten gehört zu meinen lieblingsaufgaben!
Hier haben wir einen Billigschraubstock der Marke XXX, leider fast nicht zu gebrauchen, weil man nichts vernünftig spannen konnte.
Deshalb war die Aufgabe Bezugsflächen herzustellen, damit man überhaupt etwas eben oder Rechtwinklig damit bearbeiten kann.
hier links seht ihr die Bearbeitung der Spannflächen mit denen er in einen Größeren Maschinenschraubstock gespannt wird.
So kann man richtig kleine Teile vernünftig spannen und kommt mit den Bearbeitungswerkzeug noch überall hin.
Außerdem galt es einen Absatz (1x1mm) in die Backen zu fräsen damit man auch sehr flache, dünne Werkstücke spannen kann.




*Edelschrott = Ware bei der man beim Kauf schon weiß das es nichts taugen kann, es aber trotzdem mit nimmt weil es einfach so billig ist!
Änderung Wandkonsole Bildschirm






Schlauchstutzen für Audi

Hier war dem Mechaniker bei Instandsetzungsarbeiten am Motor ein Schlauchnippel an einem Gehäuse abgebrochen (Kunststoff halt).
Das neue Gehäuseteil aus Kunststoff hätte mehrere Hundert Euro gekostet, da war es wesentlich günstiger ein Gewinde zu schneiden und einen Schlauchstutzen anfertigen zu lassen!
Sowas ist schon ab 25,-€ zu haben, vorausgesetzt das material ist am Lager.
Um die Fertigungskosten für sowas gering zu halten ist es wichtig eine Skizze mit allen relevanten Maßen mit zu bringen!
Natürlich können wir auch die kpl. Abwicklung (Zeichnungserstellung, Materialbeschaffung, Montage) übernehmen, dann allerdings nicht mehr für 25,-€
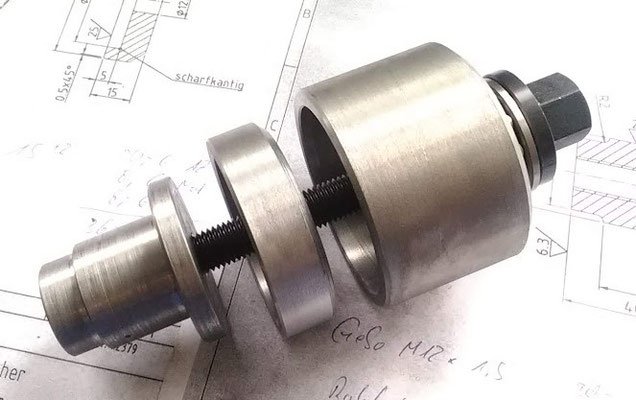
Sonderanfertigung: Abzieher für Mercedes Hinterachse Silentlagerbuchsen
Hierbei handelt es sich um einen Ausziehwerkzeug für "Silentlager" an einer Mercedes Hinterachse.
Der Kunde wünschte das Teil ohne Oberflächenbehandlung.
Angefertigt nach Kundenzeichung.
Für so eine Einzelanfertigung muß man zwischen 300 € - 350 € rechnen.











Nachbau Antriebsrad Bettschlitten einer "China-Drebank"

Dieses Zahnrad stammt von einer gar nicht so alten kleinen Drehbank (Chinaproduktion), für die es schon jetzt keine Ersatzteile bzw. keinen Ersatzteilservice mehr gibt.
Das Originalzahnrad war aus Gußeisen gefertigt worden, und das nicht sehr hochwertig.
Die folge davon war der Bruch zweier Zähne (Bild rechts unten am Rostigen Zahnrad).
Da die Maschine ohne dieses Teil nicht zu verwenden ist, mußte also ein Ersatzteil hehr.
Nach der Rekonstruktion der Verzahnung konnte ich einen Rohling finden, der nur noch angepasst werden mußte.
Die Breite des Zahnrades habe ich auf das Originalmaß angepasst und die Bohrung auf H7 Passung ausgedreht.
Das Teil war ein Freundschaftsdienst!
Hätte man das Teil mit Werkzeugkosten und Maschinenstunden Kalkuliert hätte es 135,-€ gekostet.
Immer noch günstiger als 1200,-€ für eine 5Jahre alte Maschine weg zu werfen.
Schrauben die es nicht gibt, gibt´s nicht!

Auch ein Thema das mich ständig begleitet sind Schrauben. Sogar gelernte Maschinenbauer staunen immer wieder wie viele Arten von Schrauben bzw. Gewinde es gibt.
z.B. Zollgwinde: UNC, UNF, UNEF, BSW, BSF, BA, BSP, G, BSC, Withworth W, R um nur die wichtigsten zu nennen.
Bei den metrische Gewinde (M) bereiten eigentlich nur die Feingewinde ab und zu Schwierigkeiten!
z.B. M12 hat als Regelgewinde die Steigung 1,75mm pro Umdrehung, gibt es aber auch als M12x1, M12x1.25 und M12x1.5. Was aber nicht automatisch heißt, das es kein Gewinde M12x0.75 gibt!
Und für den Mechaniker wird´s dann interessant, wenn an einem Gerät metrische und zöllige Schrauben gleichzeitig verbaut wurden.
z.B. Buell, Harley, Rasenmäher mit Briggs & Straton - Motoren, uvm.
Dann gibt es noch die ganz alten Schrauben aus den Anfängen der Technisierung als "DIN" noch in den Anfängen war.
Hier hat man als Hersteller eines techn. Gerätes auch schon mal eine Schraube selbst erfunden.
Also für Kenner ein ganz spannendes Thema oder für Mechaniker schlicht weg ein Horror!

Das man Schraube auch selbst anfertigen kann ist eine Tatsache, ist jedoch an viel Faktoren gebunden die beachtet werden wollen! Was nützt eine Schraube die Passt wenn die Festigkeit nicht gewährleitet werden kann.
Zur korrekten Bestimmung einer Schrauben gehört einiges an Fachwissen:
z.B. M12x1.5
Art der Schraube "Metrisch" oder Zoll Inch, ...
Gewindedurchmesser =12mm
Steigung 1.5mm pro Umdrehung
Material bzw. Festigkeit: 4.6; 5.6; 8.8; 10.9; 12.9/ A-70/ CuZn
Flankenwinkel 60°; 55°
Gesamtlänge
Gewindelänge
Oberflächenvergütung: schwarz, feuerverzinkt, galvanisch verzinkt gelb, galvanisch verzinkt blau,
umv.
Adapterhülse für neue Räder






Anfertigen von Ersatzteilen
Das ist eine meiner meiner lieblingsaufgaben, "Plastikschlonz" durch Stahl zu ersetzten.




